bahasa
bahasa
Pada pandangan pertama, injap mempunyai beberapa bahagian, struktur mudah dan ketepatan purata. Ia adalah bahagian yang mudah dalam industri jentera, tetapi bahagian pengedap teras injap mempunyai keperluan yang sangat tinggi. Proses pembuatan injap adalah rumit dan sukar dari segi teknikal. Apakah ciri-ciri proses yang perlu kita perhatikan?
1. Bahan pembuatan
Disebabkan oleh kepelbagaian dan spesifikasi injap, contohnya, injap am termasuk injap pintu, injap glob, injap sehala, injap bebola, injap rama-rama dan injap kawalan hidraulik; injap industri termasuk injap solenoid, injap pengawal selia, injap pengurangan tekanan, injap suhu tinggi dan tekanan tinggi, injap suhu rendah dan injap khas lain, digunakan dalam pelbagai bidang ekonomi negara, dan kes penggunaannya berbeza-beza, seperti suhu tinggi dan tekanan tinggi, suhu rendah kriogenik, mudah terbakar dan mudah meletup, sangat toksik, media menghakis kuat dan keadaan kerja lain, yang mengemukakan keperluan keras pada bahan injap.
Selain besi tuang, keluli karbon dan keluli struktur aloi, keluli tahan karat CrNi, keluli nitrided CrMoAl, keluli tahan haba CrMoV, keluli tahan asid CrMnN, keluli dikeraskan pemendakan, keluli tahan karat dupleks, keluli suhu rendah, aloi titanium, dan Monel juga digunakan secara meluas. , Inconel, Hastelloy dan G0CrW karbida. Sifat pemutus, kimpalan dan pemprosesan bahan aloi tinggi ini sangat lemah, yang membawa kesukaran besar kepada proses pembuatan. Di samping itu, kebanyakan bahan ini adalah bahan berharga aloi tinggi, kekuatan tinggi, kekerasan tinggi, dan terdapat banyak kesukaran dalam pemilihan bahan, penyediaan bahan, dan perolehan. Sesetengah bahan sukar dibeli dan dibekalkan kerana penggunaan yang sedikit.
2. Struktur kosong tuangan
Kebanyakan injap kosong adalah tuangan cangkerang nipis dengan struktur kompleks, yang bukan sahaja memerlukan kualiti penampilan yang baik, tetapi juga kualiti dalaman yang padat dan struktur metalografi yang baik, dan mestilah tidak mempunyai kecacatan seperti liang, lubang pengecutan, kemasukan pasir dan retak. . Oleh itu, proses pemutus adalah kompleks dan teknologi rawatan haba adalah sukar. Dalam industri jentera, kesukaran tuangan kosong pemutus cangkang nipis galas tekanan injap jauh lebih rumit dan lebih sukar daripada tuangan komponen mekanikal yang lain.
3. Teknologi pemesinan
Kerana kebanyakan bahan berkekuatan tinggi, kekerasan tinggi dan tahan kakisan tinggi mempunyai prestasi pemotongan yang lemah, seperti keluli tahan karat aloi tinggi dan keluli tahan asid, ia mempunyai kelemahan keliatan tinggi, kekuatan tinggi, pelesapan haba yang lemah, kelikatan cip yang tinggi dan kecenderungan kuat untuk pengerasan kerja. Sukar untuk mencapai ketepatan dan kemasan dimensi yang diperlukan, yang membawa kesukaran tertentu kepada alat, proses dan peralatan pemesinan. Di samping itu, permukaan pengedap injap mempunyai keperluan yang tinggi pada ketepatan pemesinan, sudut pemadanan, kelancaran dan pasangan pengedap yang sepadan, yang membawa kesukaran besar kepada pemesinan.
4. Proses susunan bahagian injap
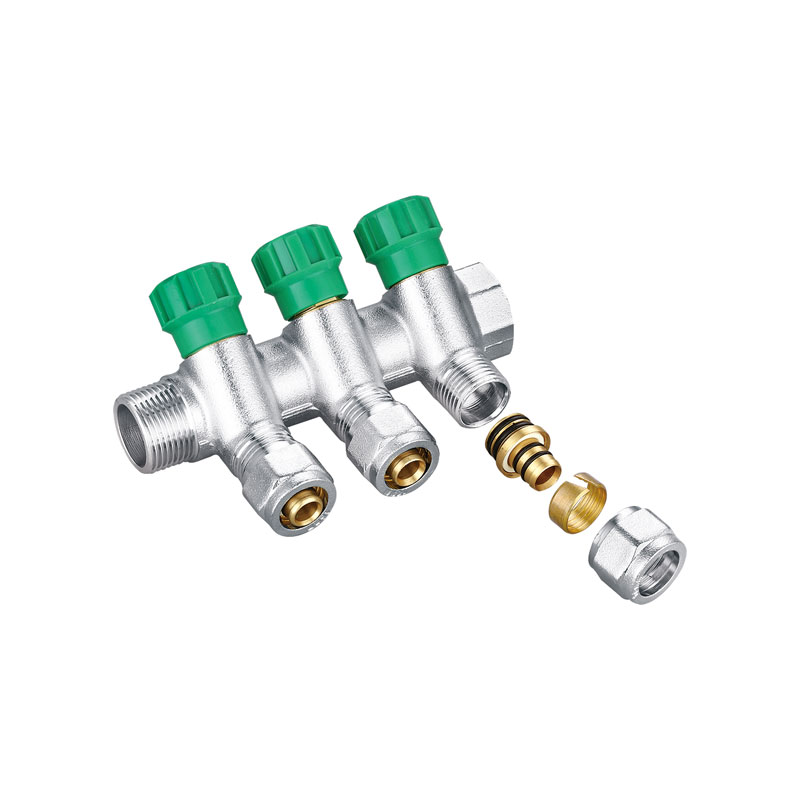
Bilangan bahagian utama injap adalah kecil, strukturnya agak mudah, ketepatan pemesinan kebanyakan dimensi tidak tinggi, dan bahagian luarnya agak kasar, yang memberi orang gambaran mesin mudah. Malah, bahagian pengedap jantung injap adalah sangat tepat. "tiga darjah" (kerataan, kelancaran, kekerasan) permukaan pengedap adalah sangat tinggi, dan tahap padanan pasangan pengedap yang terdiri daripada dua permukaan pengedap mesti mencapai sifar hingga sifar. Untuk memenuhi kebocoran sifar ujian sesak udara. Penanda aras kasar semacam ini ke Injap sudut tembaga bersalut krom klasik memastikan keperluan sifar hingga sifar yang tepat bagi jantung adalah kesukaran teknologi terbesar dalam pemprosesan injap.
5. Ujian injap dan pemeriksaan
Injap adalah komponen pembukaan dan penutupan dan pengawalseliaan saluran paip tekanan yang penting, dan keadaan kerja saluran paip tekanan adalah sangat berbeza, seperti suhu tinggi dan tekanan tinggi, suhu rendah dan suhu kriogenik, mudah terbakar dan meletup, sangat toksik dan kakisan yang kuat. Walau bagaimanapun, keadaan ujian dan pemeriksaan untuk pembuatan injap tidak dapat memenuhi keperluan keadaan kerja yang sama. Piawaian ujian injap antarabangsa dan domestik menetapkan bahawa ujian dijalankan dengan gas atau air sebagai medium dalam keadaan yang hampir dengan suhu biasa. Terdapat bahaya tersembunyi asas, iaitu, produk injap yang lulus ujian kilang biasa mungkin sukar untuk memenuhi keperluan penggunaan kerana masalah seperti pemilihan bahan, kualiti tuangan dan kerosakan pengedap di bawah keadaan kerja sebenar yang teruk. kemalangan kualiti.